CP/13/….
,00,1220
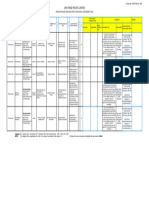
PROCESS CONTROL PLAN
CORE TEAM:- MR. KULDEEP, MR. INDERJEET SINGH, CUSTOMER ENGG. APPROVAL DATE
CUSTOMER :- INTERFACE MICROSYSTEMS
PROTOTYPE PRE-LAUNCH PRODUCTION MR. DHIRENDRA TIWARI, MR.VIVEK SAHA (IF REQUIERD):-
PART NAME :-TERMINAL SUPPORT-785 CUSTOMER QUALITY. APPROVAL DATE
KEY CONTACT / PHONE NO:- MR. KULDEEP, 9818078232 IMPL.DATE:- 04.12.2020 REVIEW DATE:-
PART NUMBER :- 24-R1-785-1-0 (IF REQUIERD):-
PROCESS PROCESS M/C ,MOULD CHARACTERISTICS PRODUCT PROCESS PRODUCT EVAL./ MEAS. SAMPLE REACTION
RESPONSIBILITY
NO. NAME TOOL FOR MFG. PRODUCT DESCRIPTION PARAMETERS SPECS. METHOD SIZE FREQ. REF. DOC. PLAN
MOULDING GRADE VASW-150-I EACH LOT &
SUPPLIER MTC / REJECT &
RAW BAKELITE THIRD PART BOP INSP &
10 LAB TEST BOP RETURN TO
MATERIAL POWDER MTC ONCE IN 6 TEST REPORT
POWDER COLOUR BLACK REPORT INSPECTOR PARTY
MONTH
VISUAL DISPLAY
*MTC TEMP. 50°c ~ 70°c
ON MTC
*CORE HALF TEMP. 175°c ± 10°c
SOP / EOP INSP
REPORT
*CAVITY HALF TEMP. 185°c ± 10°c EVERY SETUP (ALL
PARAMETERS
ARE RECORDED)
*INJECTION TIME 2 ~ 6 SEC.
HOLD TIME 4 ~ 8 SEC.
PLASTIC DELAY TIME 15 ~ 25 SEC.
IF PARAMETER
IS NOT UNDER
PLASTICIZING SCREW END VISUAL DISPLAY Q.C.
20 MOULDING 90 TON 12 ~ 17 MM CONTROLLED
THERMOSET POSITION. ON MACHINE INSPECTOR
RESET MACHINE
INJ MOLDING
PARAMETER
MACHINE
WITH 8 *CURING TIME 35 ± 10 SEC.
CAVITY MOLD
*INJECTION PRESSURE
100 ± 10 PQCS
(Kgf/Cm2)
(ONLY STAR
EVERY 3 HRS.
MARKED ARE
HOLD PRESSURE (Kgf/Cm2) 85 ± 10 RECORDED)
LOCKING PRESSURE
90 ~ 100
(Kgf/Cm2)
*CYCLE TIME 60 ± 10 SEC.
NO. OF CAVITY. 1 ~ 8 CAVITY VISUAL
PAGE 01 OF 02
PROCESS PROCESS M/C ,MOULD CHARACTERISTICS PRODUCT PROCESS PRODUCT EVAL./ MEAS. SAMPLE REACTION
RESPONSIBILITY
NO. NAME TOOL FOR MFG. PRODUCT DESCRIPTION PARAMETERS SPECS. METHOD SIZE FREQ. REF. DOC. PLAN
DIAMETER Φ 12.8 + 0.2 /- 0.10 DVC
DIMENSION 7.9 ± 0.10 DVC
DIMENSION 16.2 ± 0.2 DVC
SOP / EOP INSP
EVERY SETUP
REPORT
DIMENSION 5.9 ± 0.10 DVC
DIMENSION 6.4 + 0.10 /- 0.05 DVC
IF SPECS ARE OUT
ONE SHOT INSP. OF TOLERANCE
DIMENSION 9.1 ± 0.20 DVC / VMS QC. INSPECTOR VALUE VERIFY PROD.
REPORT MADE
LOT & MOULD REPAIR
MEASURING
30 INSPECTION DIMENSION 2.0 ± 0.05 DVC
INSTRUMENTS.
DIMENSION 6.35 ± 0.10 DVC / VMS
ANGLE 2 X 130° ± 2° VMS 1 TIMES / SHIFT PQCS
DIMENSION 2 X 7.6 + 0.20 VMS
DIMENSION 2 X 6.6 + 0.20 VMS
NO FLASHES, NO
EVERY TIME &
DENT, NO CRACK , NO QC.INSPECTOR / REJECT MATERIAL
APPEARANCE VISUAL EVERY SHOT RECORDING PQCS
SWELLING, NO SHORT OPERATOR SCRAP
EVERY HOUR
MOULDING
IF FLASH NOT
NO FLASHES, NO
PROPERLY
DENT, NO CRACK , NO AS PER PATROLING INSP. OPERATOR/
40 DEFLASHING KNIFE/MANUAL APPEARANCE
SWELLING, NO SHORT
VISUAL
SAMPLING PLAN
3 TIMES / SHIFT
SHEET QC.INSPECTOR
DEFLASHED
REWORK THE
MOULDING
MATERIAL
AS PER PATROLING INSP.
NO FLASHES, NO 3 TIMES / SHIFT QC.INSPECTOR.
SAMPLING PLAN SHEET
FINAL DENT, NO CRACK , NO
50 INSPECTION
MANUAL APPEARANCE
SWELLING, NO SHORT
VISUAL / GAUGE REWORK / SCRAP
MOULDING EVERY PCS EVERY TIME .--- FINAL INSPECTOR
DIMENSIONS IF LOT IS NOT AS
PER STANDARD
60 PDIR AS PER CUSTOMER INSPECTION STANDARD PER LOT PDIR QC INSPECTOR.
VRIFY THE
APPEARANCE COMPLETE LOT.
HEAT SEALING
PHYSICAL PDIR REPORT/
PACKING & M/C & POLYTHENE FG STORE RECOUNT &
70 DISPATCH WEIGHING BAGS
AS PER STANDARD COUNTING / 400 / PKT EVERY LOT IDENTIFICATION
KEEPER RECTIFY THE LOT
WEIGHING SCALE TAG
SCALE
CHANGE DETAIL:-
REV NO. REVISION DETAIL DATE SIGN
DOC NO. F-NPD-13 REV NO.02 DATE 01.04.2018
PAGE 02 OF 02
PREPARED BY APPROVED BY